
Spiral Product Conveyor
A spiral conveyor system designed to provide smooth and continuous vertical product transport while minimizing floor space requirements.
The conveyor utilizes a continuously moving tabletop chain with a uniform incline to gently elevate or lower products between production levels and conveyor lines. Ideal for packaging, food, beverage, and material handling applications requiring compact vertical conveying and reliable continuous-flow operation.


.jpg)
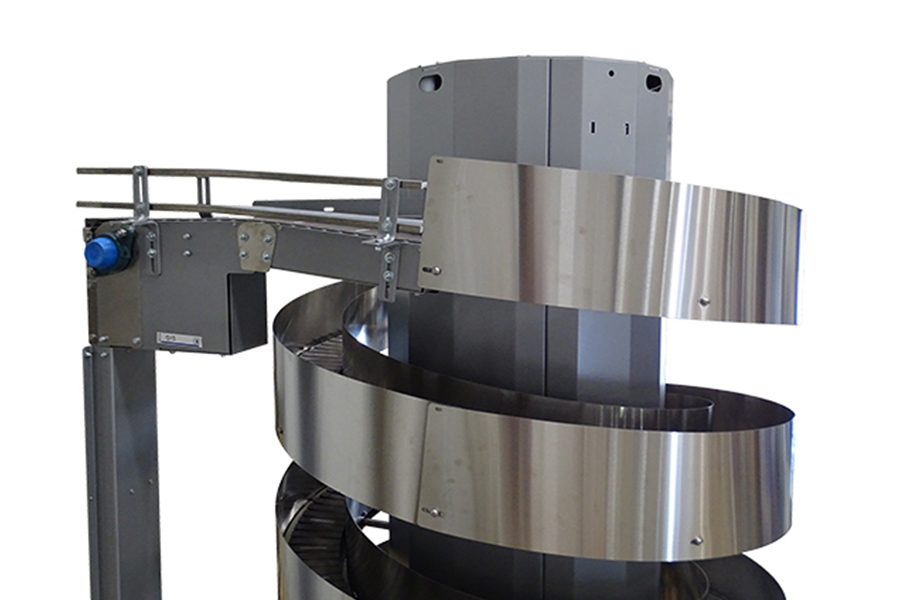
This spiral conveyor system is engineered to transport cartons, bottles, cans, trays, pouches, and packaged products vertically using a compact spiral footprint that significantly reduces floor space requirements compared to traditional incline conveyors. The system gently carries products between floors, machines, mezzanines, and conveyor elevations while maintaining smooth and stable product handling.
Designed for continuous industrial operation, the conveyor utilizes a low-friction tabletop chain system and modular construction to provide reliable product transport with minimal maintenance requirements. Its flexible design supports multiple infeed and discharge height combinations, varying slope angles, and both upward and downward product flow configurations.
- Conveyor type: Spiral conveyor system
- Conveyor operation: Continuous vertical product transport
- Standard conveyor widths: Approximately 6 in. and 18 in.
- Conveyor speed: Up to approximately 150 ft/min depending on application
- Conveyor configurations: Upward and downward product flow
- Construction options: Stainless steel or painted steel construction
- Chain type: Modular tabletop chain conveyor
- Product compatibility: Bags, bottles, cans, cartons, cases, pouches, pucks, and trays
- Conveyor layout: Configurable infeed and discharge elevations
- Drive system: Low-friction conveyor drive design with reduced horsepower requirements
- Applications: Packaging, food & beverage, pharmaceuticals, contract packaging, and material handling systems
(Final specifications vary depending on conveyor layout, elevation change, product dimensions, throughput requirements, and system configuration.)
- Continuous-flow spiral conveyor system
- Compact vertical conveyor footprint
- Smooth and gentle product handling
- Continuously moving tabletop chain design
- Handles cartons, bottles, cans, trays, pouches, and packaged products
- Multiple slope angles and chain widths available
- Flexible infeed and discharge height configurations
- Upward and downward conveying capability
- Low-friction chain design for reduced energy consumption
- Modular conveyor construction for flexible layouts
- No product changeover required
- Available in stainless steel or painted steel construction
- Low-maintenance conveyor operation
- Suitable for food, beverage, pharmaceutical, and packaging applications
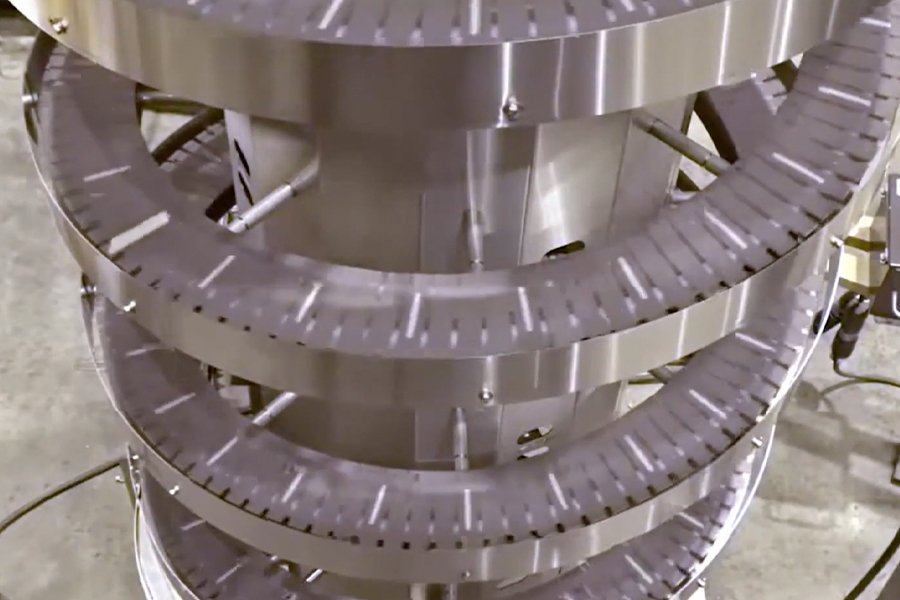
The system utilizes a continuously moving modular tabletop chain traveling along a uniform spiral incline to move products vertically without abrupt transfers or stop-and-go movement. This continuous-flow design minimizes product disturbance and allows fragile or unstable products to be conveyed smoothly between elevations.
Its low-friction chain design allows for longer chain pulls while utilizing smaller drive motors, reducing energy consumption and overall operating costs. The formed tube center support construction improves sanitation, simplifies maintenance access, and allows easier future modifications or conveyor reconfiguration.
The modular conveyor architecture supports both stainless steel and painted steel construction depending on the operating environment. The system is particularly well suited for food, beverage, pharmaceutical, contract packaging, and consumer packaged goods applications requiring compact vertical product transport with gentle handling characteristics.
This spiral conveyor system is engineered to transport cartons, bottles, cans, trays, pouches, and packaged products vertically using a compact spiral footprint that significantly reduces floor space requirements compared to traditional incline conveyors. The system gently carries products between floors, machines, mezzanines, and conveyor elevations while maintaining smooth and stable product handling.
Designed for continuous industrial operation, the conveyor utilizes a low-friction tabletop chain system and modular construction to provide reliable product transport with minimal maintenance requirements. Its flexible design supports multiple infeed and discharge height combinations, varying slope angles, and both upward and downward product flow configurations.
The system utilizes a continuously moving modular tabletop chain traveling along a uniform spiral incline to move products vertically without abrupt transfers or stop-and-go movement. This continuous-flow design minimizes product disturbance and allows fragile or unstable products to be conveyed smoothly between elevations.
Its low-friction chain design allows for longer chain pulls while utilizing smaller drive motors, reducing energy consumption and overall operating costs. The formed tube center support construction improves sanitation, simplifies maintenance access, and allows easier future modifications or conveyor reconfiguration.
The modular conveyor architecture supports both stainless steel and painted steel construction depending on the operating environment. The system is particularly well suited for food, beverage, pharmaceutical, contract packaging, and consumer packaged goods applications requiring compact vertical product transport with gentle handling characteristics.
- Continuous-flow spiral conveyor system
- Compact vertical conveyor footprint
- Smooth and gentle product handling
- Continuously moving tabletop chain design
- Handles cartons, bottles, cans, trays, pouches, and packaged products
- Multiple slope angles and chain widths available
- Flexible infeed and discharge height configurations
- Upward and downward conveying capability
- Low-friction chain design for reduced energy consumption
- Modular conveyor construction for flexible layouts
- No product changeover required
- Available in stainless steel or painted steel construction
- Low-maintenance conveyor operation
- Suitable for food, beverage, pharmaceutical, and packaging applications
- Conveyor type: Spiral conveyor system
- Conveyor operation: Continuous vertical product transport
- Standard conveyor widths: Approximately 6 in. and 18 in.
- Conveyor speed: Up to approximately 150 ft/min depending on application
- Conveyor configurations: Upward and downward product flow
- Construction options: Stainless steel or painted steel construction
- Chain type: Modular tabletop chain conveyor
- Product compatibility: Bags, bottles, cans, cartons, cases, pouches, pucks, and trays
- Conveyor layout: Configurable infeed and discharge elevations
- Drive system: Low-friction conveyor drive design with reduced horsepower requirements
- Applications: Packaging, food & beverage, pharmaceuticals, contract packaging, and material handling systems
(Final specifications vary depending on conveyor layout, elevation change, product dimensions, throughput requirements, and system configuration.)
Still have questions?
Lorem ipsum dolor sit amet, consectetur adipiscing elit.