
MK5 Lift
A continuous vertical conveyor system designed to efficiently elevate or lower products between multiple conveyor levels while maintaining continuous product flow.
The modular carrier-based design provides high throughput capacity within a compact footprint while minimizing maintenance requirements. Ideal for packaging, warehousing, and distribution applications requiring reliable high-speed vertical product transport.



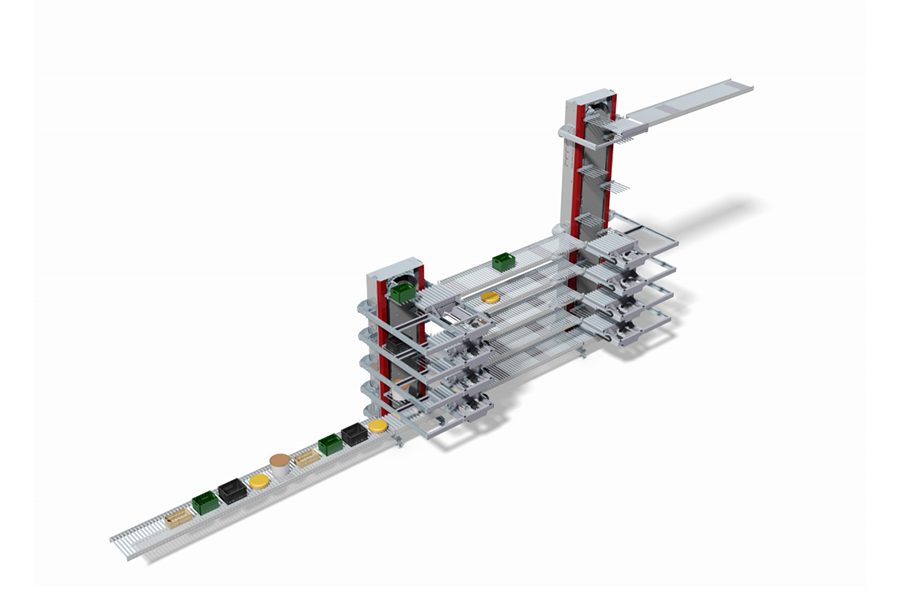
This continuous vertical conveyor system is engineered to transport products between elevations using a continuously moving carrier platform design optimized for high-throughput production and distribution environments. The modular system architecture allows the conveyor to be configured in multiple layouts while supporting smooth and controlled product movement throughout operation.
Designed for flexibility and durability, the system accommodates varying infeed and discharge elevations while maintaining continuous product flow without interruption. Its compact footprint and low-maintenance construction make it well suited for automated conveyor systems requiring efficient multi-level product transport and reliable long-term performance.
- Conveyor type: Continuous vertical conveyor
- Lowest infeed/discharge height: Approximately 27 in.
- Maximum infeed/discharge height: Approximately 757 in.
- Maximum column height: Approximately 65 ft
- Maximum product weight: Approximately 110 lbs per carrier
- Minimum product dimensions: Approximately 9 in. × W × 2 in.
- Maximum product dimensions: Approximately 23.5 × 24 in. × H
- Throughput: Up to approximately 2,000 products per hour per carrier
- Product carrier pitch: Approximately 2.95 in.
- Drive system: 0.37 kW SEW drive motor
- Safety fencing height: Approximately 83.5 in.
- Infeed conveyor options: Gravity roller conveyor or powered roller conveyor
- Outfeed conveyor options: Gravity roller conveyor or powered roller conveyor
- Configuration options: Multiple elevating and descending layouts available
- Construction: Modular industrial steel frame
(Final specifications vary depending on product dimensions, carrier configuration, throughput requirements, and system layout.)
- Continuous vertical product conveying operation
- Modular carrier-based conveyor design
- Compact footprint for efficient vertical transport
- Continuous-flow operation for high throughput applications
- Configurable for elevating or descending product movement
- Gravity or powered roller conveyor carrier options available
- Expandable carrier configuration for increased throughput capacity
- Smooth and controlled product handling during elevation changes
- Durable low-maintenance industrial construction
- Compatible with automated conveyor and material handling systems
- Optional guarding and custom conveyor carrier configurations available
- Designed for packaging, warehousing, and distribution applications
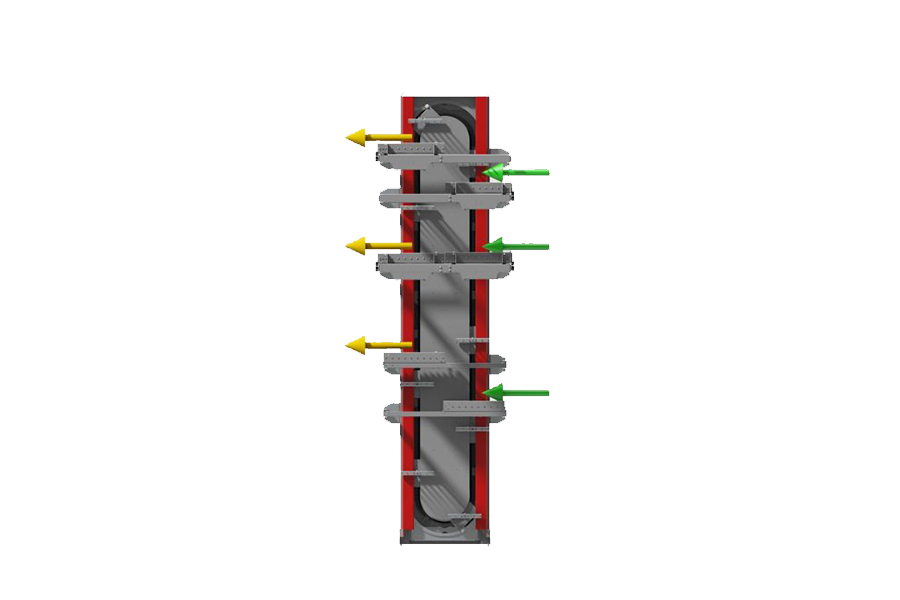
The system utilizes continuously circulating carrier platforms mounted to a vertical conveyor structure to transport products upward or downward between conveyor levels. Products are transferred onto gravity or powered roller conveyor carriers that remain synchronized throughout operation, allowing continuous product flow with minimal stopping or indexing delays.
Its modular construction allows the conveyor to be configured in multiple elevation and discharge arrangements depending on facility layout and product flow requirements. Additional carrier platforms can be added to increase throughput capacity while maintaining smooth and stable product handling during transport.
The conveyor incorporates durable low-maintenance components and compact drive technology designed for continuous industrial operation. Optional powered roller conveyors, guarding systems, and custom carrier configurations further improve flexibility and integration into automated packaging, warehousing, and distribution environments.
This continuous vertical conveyor system is engineered to transport products between elevations using a continuously moving carrier platform design optimized for high-throughput production and distribution environments. The modular system architecture allows the conveyor to be configured in multiple layouts while supporting smooth and controlled product movement throughout operation.
Designed for flexibility and durability, the system accommodates varying infeed and discharge elevations while maintaining continuous product flow without interruption. Its compact footprint and low-maintenance construction make it well suited for automated conveyor systems requiring efficient multi-level product transport and reliable long-term performance.
The system utilizes continuously circulating carrier platforms mounted to a vertical conveyor structure to transport products upward or downward between conveyor levels. Products are transferred onto gravity or powered roller conveyor carriers that remain synchronized throughout operation, allowing continuous product flow with minimal stopping or indexing delays.
Its modular construction allows the conveyor to be configured in multiple elevation and discharge arrangements depending on facility layout and product flow requirements. Additional carrier platforms can be added to increase throughput capacity while maintaining smooth and stable product handling during transport.
The conveyor incorporates durable low-maintenance components and compact drive technology designed for continuous industrial operation. Optional powered roller conveyors, guarding systems, and custom carrier configurations further improve flexibility and integration into automated packaging, warehousing, and distribution environments.
- Continuous vertical product conveying operation
- Modular carrier-based conveyor design
- Compact footprint for efficient vertical transport
- Continuous-flow operation for high throughput applications
- Configurable for elevating or descending product movement
- Gravity or powered roller conveyor carrier options available
- Expandable carrier configuration for increased throughput capacity
- Smooth and controlled product handling during elevation changes
- Durable low-maintenance industrial construction
- Compatible with automated conveyor and material handling systems
- Optional guarding and custom conveyor carrier configurations available
- Designed for packaging, warehousing, and distribution applications
- Conveyor type: Continuous vertical conveyor
- Lowest infeed/discharge height: Approximately 27 in.
- Maximum infeed/discharge height: Approximately 757 in.
- Maximum column height: Approximately 65 ft
- Maximum product weight: Approximately 110 lbs per carrier
- Minimum product dimensions: Approximately 9 in. × W × 2 in.
- Maximum product dimensions: Approximately 23.5 × 24 in. × H
- Throughput: Up to approximately 2,000 products per hour per carrier
- Product carrier pitch: Approximately 2.95 in.
- Drive system: 0.37 kW SEW drive motor
- Safety fencing height: Approximately 83.5 in.
- Infeed conveyor options: Gravity roller conveyor or powered roller conveyor
- Outfeed conveyor options: Gravity roller conveyor or powered roller conveyor
- Configuration options: Multiple elevating and descending layouts available
- Construction: Modular industrial steel frame
(Final specifications vary depending on product dimensions, carrier configuration, throughput requirements, and system layout.)
Still have questions?
Lorem ipsum dolor sit amet, consectetur adipiscing elit.