
Dual Track Spiral Conveyor
A dual-track spiral conveyor designed to vertically transport products while maximizing floor space efficiency within production and distribution facilities.
The system utilizes two independently operating conveyor tracks within a single spiral structure to increase throughput and layout flexibility. Ideal for multi-level conveying applications requiring continuous product flow and compact system design.




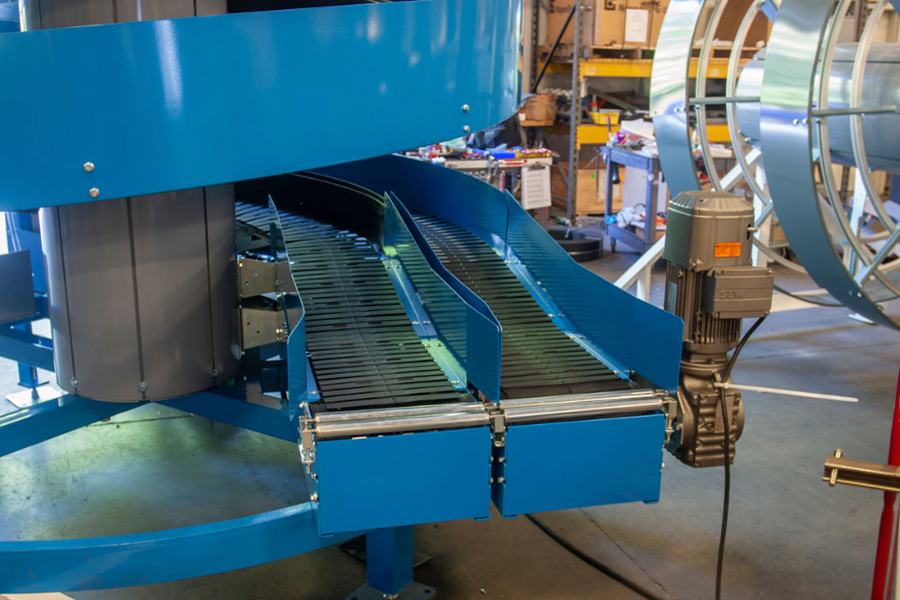
This dual-track spiral conveyor system is engineered to move products vertically using two independent conveyor tracks operating within one compact spiral structure. Each track can independently move products upward or downward, allowing facilities to maximize vertical space utilization while reducing the footprint typically required by traditional incline conveyors or lifts.
Designed for high-throughput industrial applications, the system supports continuous product flow for cartons, cases, totes, trays, bundles, and similar packaged goods. Its modular chain-slat conveyor design reduces friction and wear while improving reliability, energy efficiency, and long-term operational performance.
- Conveyor type: Dual-track spiral conveyor
- Slat widths available: Approximately 8 in., 12 in., 16 in., and 20 in.
- Maximum conveyor speed: Up to approximately 200 ft/min
- Maximum conveyor height: Up to approximately 45 ft
- Total load capacity: Up to approximately 1,600–1,800 lbs. depending on configuration
- Weight capacity: Approximately 50 lbs/linear ft standard capacity
- Incline angle: Up to approximately 12.5°
- Construction options: Powder-coated steel, hybrid stainless steel, and full stainless steel
- Controls: Variable Frequency Drive (VFD) required
- Operation: Clockwise, counterclockwise, reversible, up, or down configurations available
(Final specifications vary depending on product dimensions, conveyor configuration, throughput requirements, and facility layout.)
- Dual independent conveyor tracks within one spiral structure
- Continuous vertical conveying with compact footprint
- Tracks can independently move products up or down
- Optional reversible conveyor operation available
- Modular overlapping slat conveyor design
- Smooth product handling with low-friction conveying technology
- High-throughput continuous-flow operation
- Compact design reduces floor space requirements
- Suitable for cartons, cases, totes, trays, bags, bundles, and packaged products
- Available in powder-coated, hybrid stainless, and full stainless steel configurations
- Built-in overload protection and automatic chain tensioning system
- Designed for low maintenance and long service life
The system utilizes overlapping slat-style conveyor belts operating on rolling friction technology to move products vertically without sliding contact or excessive wear. This design allows the conveyor to start and stop while fully loaded and minimizes maintenance requirements compared to conventional vertical conveying systems.
Each conveyor track operates independently and can be configured for upward or downward product movement depending on operational requirements. The two tracks may also enter and exit the spiral at different elevations, making the system highly effective for multi-level manufacturing, warehousing, and order-picking operations.
The modular design allows the conveyor to be customized with extended tangents, reversible operation, multiple rotation directions, and various construction materials including powder-coated steel and stainless steel configurations. Its compact footprint and continuous-flow operation help facilities improve throughput while conserving valuable floor space.
This dual-track spiral conveyor system is engineered to move products vertically using two independent conveyor tracks operating within one compact spiral structure. Each track can independently move products upward or downward, allowing facilities to maximize vertical space utilization while reducing the footprint typically required by traditional incline conveyors or lifts.
Designed for high-throughput industrial applications, the system supports continuous product flow for cartons, cases, totes, trays, bundles, and similar packaged goods. Its modular chain-slat conveyor design reduces friction and wear while improving reliability, energy efficiency, and long-term operational performance.
The system utilizes overlapping slat-style conveyor belts operating on rolling friction technology to move products vertically without sliding contact or excessive wear. This design allows the conveyor to start and stop while fully loaded and minimizes maintenance requirements compared to conventional vertical conveying systems.
Each conveyor track operates independently and can be configured for upward or downward product movement depending on operational requirements. The two tracks may also enter and exit the spiral at different elevations, making the system highly effective for multi-level manufacturing, warehousing, and order-picking operations.
The modular design allows the conveyor to be customized with extended tangents, reversible operation, multiple rotation directions, and various construction materials including powder-coated steel and stainless steel configurations. Its compact footprint and continuous-flow operation help facilities improve throughput while conserving valuable floor space.
- Dual independent conveyor tracks within one spiral structure
- Continuous vertical conveying with compact footprint
- Tracks can independently move products up or down
- Optional reversible conveyor operation available
- Modular overlapping slat conveyor design
- Smooth product handling with low-friction conveying technology
- High-throughput continuous-flow operation
- Compact design reduces floor space requirements
- Suitable for cartons, cases, totes, trays, bags, bundles, and packaged products
- Available in powder-coated, hybrid stainless, and full stainless steel configurations
- Built-in overload protection and automatic chain tensioning system
- Designed for low maintenance and long service life
- Conveyor type: Dual-track spiral conveyor
- Slat widths available: Approximately 8 in., 12 in., 16 in., and 20 in.
- Maximum conveyor speed: Up to approximately 200 ft/min
- Maximum conveyor height: Up to approximately 45 ft
- Total load capacity: Up to approximately 1,600–1,800 lbs. depending on configuration
- Weight capacity: Approximately 50 lbs/linear ft standard capacity
- Incline angle: Up to approximately 12.5°
- Construction options: Powder-coated steel, hybrid stainless steel, and full stainless steel
- Controls: Variable Frequency Drive (VFD) required
- Operation: Clockwise, counterclockwise, reversible, up, or down configurations available
(Final specifications vary depending on product dimensions, conveyor configuration, throughput requirements, and facility layout.)
Still have questions?
Lorem ipsum dolor sit amet, consectetur adipiscing elit.