Case Conveying
A client came to us requesting a turnkey line upgrade of their existing conveyor system.
Core Challenges
- Conveying Product From Ambient Temperature Into Freezer
- Tight Budget
Project Justification
- Upgrade Existing Equipment
- Increase Production
ESC's Solution
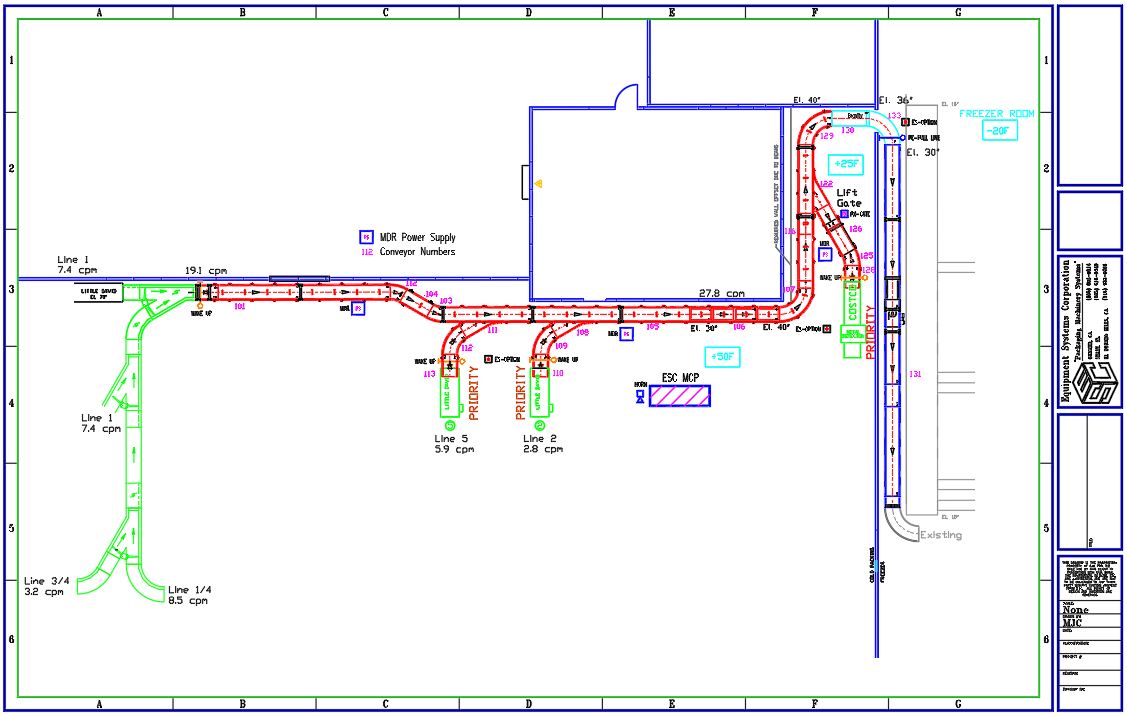
ESC designed, integrated, and completely installed a fully functioning case conveying line built to meet the end user's demanding expectations.
The conveying process originates at four points of entry onto the trunk line, each with a different throughput rate. Our MDR conveyor control logic performs traffic management, merging cases onto the trunk line with zero crashes — regardless of which line is running or at what speed.
Cases are conveyed from ambient temperature through a wall into a freezer, where they are manually palletized. The system handles the full environmental transition seamlessly, with no product damage or line stoppages.

Case Conveying